Диффузионное упрочнение стальных узлов для экстремальных нагрузок
Когда инженер проектирует зубчатую передачу или коленчатый вал, он неизбежно сталкивается с дилеммой: как сделать поверхность детали максимально твердой и устойчивой к истиранию, сохранив при этом пластичность сердцевины? Ведь деталь не должна лопнуть при первом же ударном воздействии. Решением становится технология, меняющая химический состав металла на молекулярном уровне и создающая градиентную структуру с уникальными свойствами.
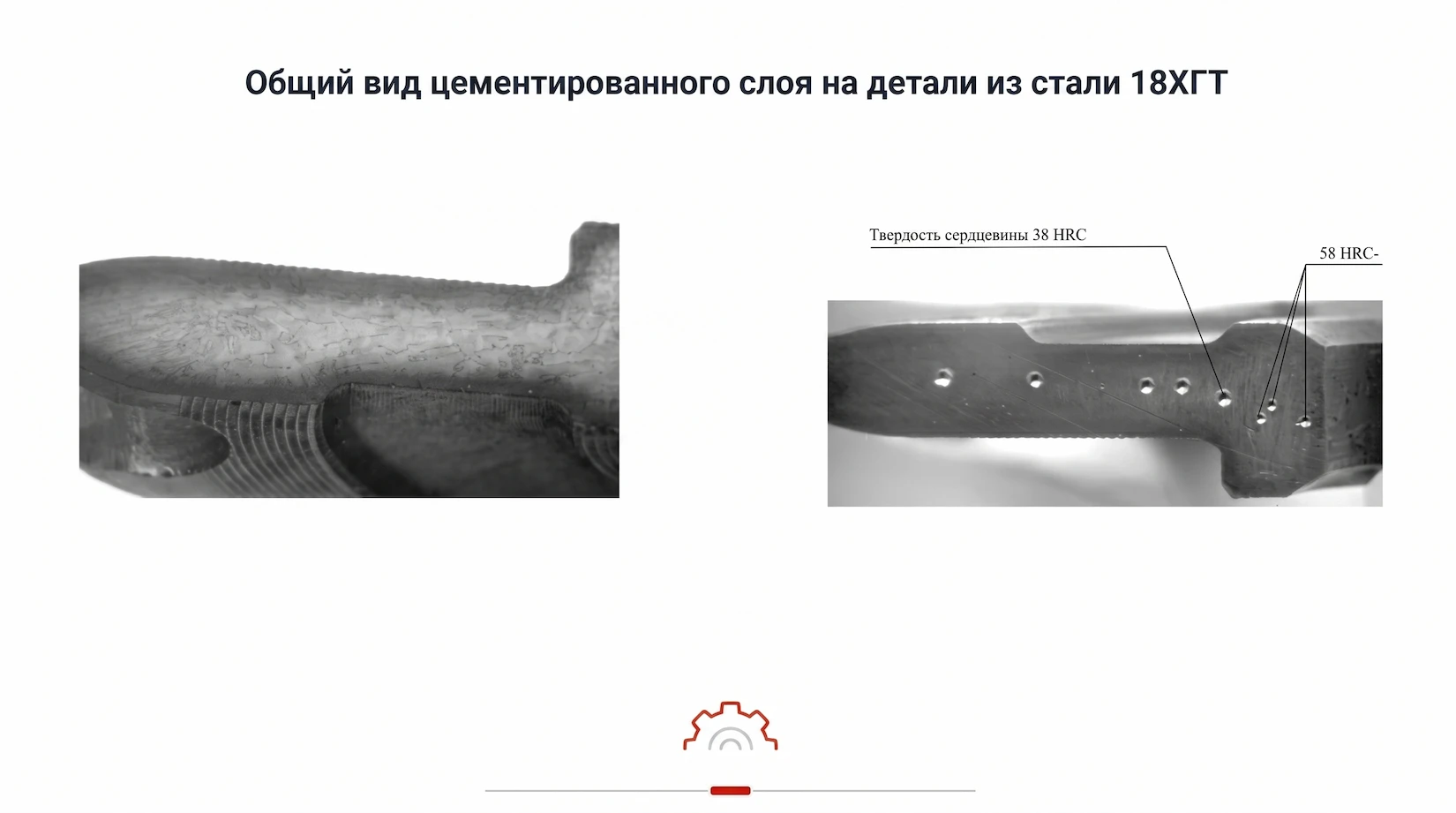
Профессиональная цементация металлов в термических центрах ООО «КАРБАЗ» позволяет насытить поверхностный слой низкоуглеродистых сталей (20Г, 20Х, 18ХГТ и др.) атомами углерода до концентрации 0,8–1,1%. Процесс протекает при температурах 900–950 °C. Последующая закалка превращает этот слой в настоящую «броню» с твердостью 50–58 HRC, в то время как внутренняя часть изделия остается вязкой и способной эффективно поглощать вибрации.
Технологические методы: газ, уголь или расплавы
Специалисты ООО «КАРБАЗ» не ограничиваются стандартными решениями, подбирая метод под конкретную геометрию изделия и объем партии. Производственные мощности позволяют выполнять работы в трех ключевых направлениях:
- Газовая цементация — наиболее управляемый метод для деталей весом до 150 кг, обеспечивающий высокую скорость нагрева и точную регулировку глубины слоя.
- Цементация в твердом карбюризаторе — классическая обработка в стальных ящиках с углем, незаменимая для крупных партий и валов длиной до 1000 мм.
- В расплаве солей — применение специальных смесей для достижения эталонной износостойкости при минимальных термических деформациях металла.
Выбор конкретной технологии инженерами компании зависит от марки стали и условий эксплуатации узла, что позволяет гарантировать максимальный ресурс каждой обработанной детали.
Ответственность за каждый микрон
Цементация не терпит спешки. Для слоя в 1 мм требуется 10 часов выдержки. Инженеры строго соблюдают регламент «1 час на 0,1 мм», что гарантирует плавный переход углерода и исключает хрупкость или отслаивание «корки».
После насыщения детали проходят закалку и низкий отпуск. Это формирует структуру мартенсита, повышая выносливость и прочность на изгиб.
Специалисты ООО «КАРБАЗ» обеспечивают ресурс деталей на уровне европейских термических центров. Команда технологов готова провести расчет технологической карты на основе присланных чертежей уже сегодня.














